- Casa
- >
máquina de montagem de células cilíndricas
- >
máquina de enrolamento de célula cilíndrica
- >
Máquina automática de enrolamento de células cilíndricas para 21700 e 26650 | TOB-3270Y-26
Categorias
Produtos quentes







Loading...




Máquina automática de enrolamento de células cilíndricas para 21700 e 26650 | TOB-3270Y-26
Marca:
TOB NEW ENERGYitem número.:
TOB-3270Y-26pedido (moq):
1Pagamento:
L/C,T/Torigem do produto:
Chinaporto de embarque:
xiamen
Máquina automática de enrolamento de células de bateria cilíndricas TOB-3270Y-26 para produção de 21700 e 26650
Visão geral do produto e aplicações ideais
Uma máquina de enrolamento de células cilíndricas recebe tiras contínuas de eletrodo catódico, eletrodo anódico e separador, e as enrola sob tensão controlada em um jellyroll preciso — o núcleo de toda bateria cilíndrica de íons de lítio. A TOB-3270Y-26 é uma enroladora totalmente automática projetada especificamente para formatos de células 21700 e 26650, processando larguras de eletrodos de 30 mm a 68 mm e produzindo células acabadas com faixa de diâmetro externo de φ18–φ21 mm. Ela executa toda a sequência de enrolamento — desenrolamento ativo, controle de tensão, remoção de poeira, correção de alinhamento das bordas, enrolamento, aplicação de fita de terminação, estampagem de abas, corte automático, detecção de curto-circuito e separação de células boas e defeituosas — em um único ciclo contínuo acompanhado pelo operador.
O mecanismo central de enrolamento da máquina utiliza uma mesa rotativa acionada por servo com múltiplas estações, cada uma equipada com um conjunto de agulhas de enrolamento. O design de agulha dupla dividida, com extração unilateral, permite retirar a agulha do jellyroll acabado sem perturbar as camadas firmemente enroladas, sendo um dos principais fatores que possibilitam alta velocidade de enrolamento e baixas taxas de rejeição. A troca de agulhas — necessária ao alternar entre formatos de células — leva menos de cinco minutos, minimizando o tempo de parada em um ambiente de produção.
Ideal para:
- Fabricantes de baterias de íons de lítio que produzem células cilíndricas 21700 ou 26650 para veículos elétricos, sistemas de armazenamento de energia, ferramentas elétricas e mobilidade elétrica.
- Linhas piloto que passam do enrolamento semiautomático para uma estação de enrolamento totalmente automatizada e rastreável com separação integrada de defeitos.
- Fabricantes contratados que precisam de troca rápida de formato (diâmetro externo, largura) sem longos processos de reequipamento mecânico.
- Qualquer linha de produção que atualmente enfrenta problemas com alinhamento inconsistente do jellyroll, enrugamento do separador ou altas taxas de rejeição por curto-circuito provenientes de enrolamento manual ou semiautomático.
Onde esta máquina se encaixa na fabricação de células cilíndricas
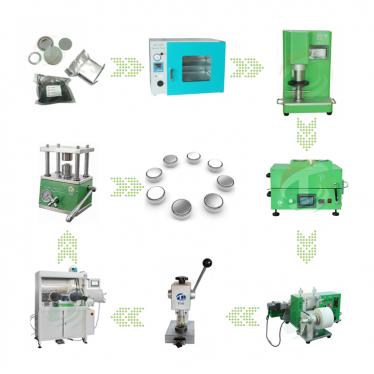
A TOB-3270Y-26 opera na etapa de montagem da célula, posicionada após o revestimento dos eletrodos, calandragem e corte longitudinal, e antes do enchimento de eletrólito e da crimpagem. O fluxo do processo em uma linha típica de produção de células cilíndricas é:
● Preparação dos eletrodos– As folhas de cátodo e ânodo são revestidas, secas, calandradas e cortadas na largura necessária. As abas são soldadas em posições predeterminadas ao longo da tira.
●Enrolamento (função da TOB-3270Y-26)– As tiras de eletrodos cortadas e o separador são alimentados na enroladora. A máquina os enrola em um jellyroll preciso, aplica fita de terminação, estampa as posições das abas quando necessário e realiza um teste de curto-circuito em linha.
●Inserção e soldagem das abas– O jellyroll é inserido no invólucro cilíndrico. A aba do cátodo é soldada à tampa ou ao invólucro, e a aba do ânodo é soldada ao fundo do invólucro ou a um dispositivo de interrupção de corrente.
●Enchimento de eletrólito e vedação– O invólucro é preenchido com eletrólito em um ambiente de vácuo ou atmosfera inerte, e a tampa é crimpada ou soldada a laser.
●Formação e envelhecimento– A célula selada passa por ciclos iniciais de carga e descarga para formar a SEI e estabilizar a capacidade.
A etapa de enrolamento é particularmente exigente porque combina movimento mecânico de alta velocidade com requisitos de alinhamento em nível micrométrico. Um jellyroll desalinhado — no qual o cátodo e o ânodo não estão perfeitamente centralizados em relação ao separador — pode causar curtos-circuitos internos, redução de capacidade ou perda acelerada de capacidade. A precisão de alinhamento da TOB-3270Y-26 de ±0,3 mm tanto para o separador quanto para as bordas dos eletrodos aborda diretamente esse risco.
Fluxo e manuseio de materiais:
●Os rolos de eletrodos de cátodo e ânodo (diâmetro interno φ76,2 mm, diâmetro externo de até φ400 mm) são carregados em fusos de desenrolamento ativo. Cada fuso é equipado com um sistema de controle de tensão usando válvulas proporcionais, permitindo ajustar a tensão em segmentos (por exemplo, menor tensão durante o enrolamento inicial e maior tensão durante as camadas finais).
●Os rolos de separador (diâmetro interno φ76,2 mm, diâmetro externo de até φ300 mm, espessura 0,015–0,030 mm) são alimentados a partir de uma estação de desenrolamento separada com correção integrada da posição da borda.
●Após o enrolamento, uma fita de terminação (diâmetro interno φ76,2 mm, diâmetro externo de até φ150 mm, largura 20–60 mm) é aplicada por meio de um mecanismo de pasta por rolagem que evita dobras ou enrugamentos.
●Um braço manipulador remove o jellyroll acabado e o coloca em uma esteira transportadora, que leva as células boas para a mesa de coleta e desvia as células com curto-circuito para um recipiente de rejeitos.

Como funciona a máquina automática de enrolamento
●Mecanismo de enrolamento e mesa rotativa
O núcleo da máquina é uma mesa rotativa acionada por servo que indexa entre múltiplas estações. Cada estação mantém um conjunto de agulhas de enrolamento — o mandril ao redor do qual o eletrodo e o separador são enrolados. A mesa é acionada por um servo motor acoplado a um divisor mecânico (indexador de came), que fornece a alta precisão de posicionamento e repetibilidade necessárias para dimensões consistentes do jellyroll.
A própria agulha de enrolamento tem um design de agulha dupla de meia-seção. Duas agulhas semicilíndricas se encaixam para formar um mandril cilíndrico completo. Quando o enrolamento é concluído, uma das meias-agulhas é extraída de um lado, deixando o rolo gelatinoso livre para ser removido sem arrastar ou perturbar as camadas mais internas. Este método de extração por um único lado é mais rápido e causa menos danos do que os projetos antigos que exigiam que ambas as metades fossem retiradas simultaneamente de lados opostos.
●Desenrolamento, controle de tensão e correção de desvio
Cada uma das três alimentações de material — eletrodo catódico, eletrodo anódico e separador — possui seu próprio motor ativo de desenrolamento, sensor de tensão e atuador de tensão controlado por válvula proporcional. A máquina pode ser programada com um perfil de tensão segmentado: por exemplo, menor tensão durante as primeiras voltas para acomodar a curvatura inicial ao redor da agulha de pequeno diâmetro, aumentando gradualmente a tensão para garantir um rolo gelatinoso compacto e sem vazios.
Um sistema integrado de correção da posição da borda utiliza sensores de detecção da borda do material para manter cada tira centralizada dentro de ±0,3 mm. Se a borda de um eletrodo começar a se desviar devido a um pequeno desalinhamento no rolo de alimentação, o mecanismo de correção ajusta a posição lateral dos roletes-guia em tempo real. Esta estratégia de controle de “correção integral” acumula o sinal de erro ao longo do tempo, permitindo uma resposta mais rápida e precisa do que uma simples correção proporcional — algo importante nas altas velocidades lineares que esta máquina é capaz de atingir.
●Remoção de poeira, fita de terminação e estampagem
No final de cada trajeto de desenrolamento do eletrodo, logo antes de o material entrar na zona de enrolamento, um dispositivo de remoção de poeira (normalmente uma escova assistida por vácuo ou um eliminador eletrostático) remove quaisquer partículas soltas da superfície do eletrodo. Esta etapa é fundamental para evitar a contaminação por partículas que pode causar curtos-circuitos internos.
Quando o número predefinido de voltas (de acordo com o projeto da célula) é alcançado, a fita de terminação é aplicada automaticamente. O mecanismo de aplicação da fita utiliza um movimento de colagem por rolagem, no qual um rolo pressiona a fita sobre a superfície externa do rolo gelatinoso enquanto ele gira, garantindo um acabamento liso e sem rugas. Um mecanismo de estampagem então marca as posições das abas ou codifica a célula, se necessário, e um cortador automático separa as tiras do eletrodo e do separador.
●Detecção de curto-circuito e classificação
O rolo gelatinoso acabado é transferido para uma estação de teste de curto-circuito. Nessa etapa, sondas entram em contato com os terminais catódico e anódico e aplicam uma tensão de teste. O circuito integrado de detecção mede a resistência de isolamento (ou corrente de fuga) e a compara com um limite. As células que falham no teste — indicando um curto interno, geralmente causado por uma partícula metálica ou uma borda de eletrodo desalinhada — são automaticamente rejeitadas em um recipiente separado. As células aprovadas são transportadas para a mesa de coleta. A adição de uma cobertura protetora sobre a estação de teste aumenta a segurança do operador e impede que ruídos elétricos externos interfiram na medição.
●Interface homem-máquina e controles
A máquina é controlada por meio de um painel HMI deslizante, que pode ser reposicionado para acesso conveniente durante a operação e manutenção. A interface exibe parâmetros de enrolamento (tensão, velocidade, contagem de voltas, estado de alinhamento), estatísticas de produção e diagnósticos de falhas. Receitas para diferentes formatos de células podem ser armazenadas e recuperadas, reduzindo o tempo de troca. O gabinete elétrico está localizado no lado direito da enroladora, posicionado de modo que não obstrua o acesso do operador à área de corte nem ao processo posterior.
 |
 |
Principais vantagens de engenharia da TOB-3270Y-26
●Mesa rotativa acionada por servo com divisor para precisão em alta velocidade
A combinação de um motor servo e um divisor mecânico de came garante que cada estação de enrolamento seja posicionada com repetibilidade exata. Isso elimina os erros acumulados de posicionamento que podem ocorrer com indexação puramente acionada por servo, mantendo a possibilidade de ajuste flexível da velocidade. O resultado é uma plataforma de enrolamento capaz de sustentar alta produtividade sem comprometer a consistência do rolo gelatinoso.
●Extração por um único lado com agulha dupla de meia-seção — ciclo mais rápido, menos danos
O método de extração por um único lado remove uma meia-agulha enquanto o rolo gelatinoso é sustentado pela outra metade, que então desliza para fora com atrito mínimo. Este design reduz o risco de delaminação na camada mais interna, uma causa comum de perda inicial de capacidade. Além disso, a troca da agulha entre formatos (por exemplo, de um diâmetro de 18 mm para 21 mm) leva menos de cinco minutos, reduzindo significativamente o tempo de parada em ambientes de produção com múltiplos formatos.
●Controle de tensão segmentado com válvulas proporcionais
A tensão de enrolamento não é um parâmetro de “configurar uma vez e esquecer”. A TOB-3270Y-26 permite programar a tensão em múltiplos segmentos — baixa tensão para as voltas iniciais, aumento gradual para uma tensão maior nas camadas principais e uma tensão final para as voltas externas. Isso reproduz o perfil de tensão que um operador manual experiente aplicaria, mas com precisão digital e 100% de repetibilidade. As válvulas proporcionais respondem rapidamente às alterações de tensão comandadas pelo PLC, mantendo a tensão definida dentro de limites estreitos mesmo quando o diâmetro do rolo muda nos carretéis de desenrolamento.
●Correção integral da posição da borda — precisão de alinhamento de ±0,3 mm
O separador e ambos os eletrodos são alinhados entre si com precisão de ±0,3 mm, que é o padrão de referência da indústria para células cilíndricas. O algoritmo de controle integral e a detecção da borda do material fornecem uma correção mais rápida do que controladores PID mais simples, sendo particularmente valiosos ao processar tiras de eletrodo que podem apresentar pequenas ondulações ou curvaturas provenientes do processo de corte longitudinal.
●Detecção de curto-circuito em linha com classificação automática
Cada rolo gelatinoso é testado quanto a curtos internos antes de sair da máquina. As células aprovadas são transportadas para a mesa de coleta; as células reprovadas são automaticamente rejeitadas. Esta inspeção de 100% fornece retorno imediato sobre a qualidade do enrolamento e impede que células defeituosas avancem para o enchimento com eletrólito, onde um curto poderia causar um incêndio durante a formação. A cobertura protetora sobre a estação de teste também protege a medição contra interferência eletromagnética gerada pelos acionamentos servo.
●Design compacto e totalmente protegido com HMI deslizante
A área ocupada pela máquina (L2400 × W1500 × H2100 mm) é relativamente compacta para uma enroladora totalmente automática, possibilitada pela disposição vertical dos fusos de desenrolamento e da mesa rotativa. Todas as peças móveis são protegidas por coberturas, e o painel HMI desliza ao longo de um trilho para acesso ergonômico. O gabinete elétrico está posicionado no lado direito, afastado da área de corte, para não interferir com o operador nem com os equipamentos posteriores.
●Troca rápida de formato — cinco minutos para substituição da agulha
A gama de produtos abrange diâmetros externos φ18–φ21 mm e larguras de 30–65 mm. A mudança entre produtos dentro desta faixa requer apenas a troca do conjunto de presilhas (as guias que determinam a largura do rolo gelatinoso) e o ajuste do diâmetro da agulha por meio das receitas armazenadas no HMI. O design mecânico do sistema de fixação da agulha permite que as agulhas sejam substituídas em menos de cinco minutos, conforme verificado em testes de aceitação de fábrica.
Especificações de materiais necessárias para a máquina
A tabela a seguir especifica as dimensões e tolerâncias dos materiais que a TOB-3270Y-26 foi projetada para processar. Todos os valores estão em milímetros, salvo indicação em contrário.
| Material | Diâmetro interno | Diâmetro externo | Largura | Espessura |
| Eletrodo do cátodo | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Eletrodo do ânodo | φ76.2 | ≤φ400 | 30–68 | 0.1–0.2 mm |
| Separador | φ76.2 | ≤φ300 | 32–70 | 0.015–0.030 mm |
| Fita de terminação | φ76.2 | ≤φ150 | 20–60 | 0.02–0.05 mm |
Requisitos adicionais de materiais:
- O número de abas em uma única folha de eletrodo não deve exceder 2 unidades.
- Recomenda-se que a aba adote um processo de soldagem por passagem, com o comprimento exposto inferior a 25 mm.
- A entrada primeiro pelo cátodo e a entrada primeiro pelo ânodo podem ser definidas livremente pela modificação de parâmetros.
- O revestimento do eletrodo deve ser uniforme; o comprimento e a posição devem ser bem controlados; a ondulação após a laminação deve ser inferior a 1 mm; a curvatura em serpentina deve ser inferior a 0,3 mm por 1000 mm (para não afetar a precisão do enrolamento).
- O eletrodo deve ser cortado continuamente; o erro de largura deve ser inferior a ±0,05 mm; o material não deve apresentar enrolamento evidente em formato de torre (não superior a ±1 mm); a tensão de enrolamento deve ser uniforme.
- As abas devem ser planas, evitando dobras tanto quanto possível.
- A espessura do eletrodo não deve ser afetada após a soldagem.
- A fita de terminação deve ser enrolada uniformemente, sem formato de torre evidente, dobras, empenamentos ou outros defeitos.
- O rolo de eletrodo deve ter identificação por código de cores nos locais onde houver defeito de aplicação da fita, aba ausente, pontos brilhantes ou outros defeitos, para que produtos defeituosos possam ser detectados e removidos manualmente.
Especificações de precisão do enrolamento
O TOB-3270Y-26 garante as seguintes precisões de alinhamento em condições normais de operação com materiais que atendem às especificações acima:
| Parâmetro | Precisão |
| Erro de alinhamento do separador | ±0.3 mm |
| Erro de alinhamento do eletrodo | ±0,3 mm |
| Erro de alinhamento da altura da célula | ±0,3 mm |
Características do equipamento
- Os seguintes recursos são parte integrante do projeto do TOB-3270Y-26 e contribuem para sua velocidade, precisão e facilidade de uso:
- O servomotor e o princípio do divisor acionam a mesa rotativa para indexação das estações; o posicionamento é preciso e a velocidade de produção é alta.
- A agulha de enrolamento adota um método avançado de agulha dupla com meia-agulha e extração de um único lado, melhorando a velocidade de enrolamento.
- A troca da agulha é muito conveniente: a agulha pode ser substituída e a produção normal retomada em cinco minutos.
- Todos os componentes de enrolamento foram atualizados para uma estrutura de trilho deslizante com coordenação de folga.
- O equipamento pode produzir produtos com diâmetro externo de φ18–φ21 mm e largura de 30–65 mm; apenas o clipe precisa ser trocado e os parâmetros ajustados pela IHM; a troca é conveniente.
- A interface homem-máquina é montada em um trilho deslizante para facilitar o reabastecimento, a operação e o acesso para manutenção.
- Cátodo, ânodo e separador são desenrolados automaticamente com correção de desvio; a tensão é controlada por válvulas proporcionais e pode ser ajustada em segmentos.
- A detecção de curto-circuito é realizada por um mecanismo de teste integrado que testa e descarrega a célula em uma única etapa; bom contato, baixa taxa de falso julgamento; equipado com uma cobertura de proteção.
- A correção integral e a detecção da borda do material são usadas para correção de desvio; o projeto é racional, o julgamento é preciso e a velocidade de correção é rápida.
- Um dispositivo de remoção de poeira é instalado no final do caminho de desenrolamento do eletrodo, antes da estação de corte.
- A fita de terminação é aplicada por um método de colagem por rolagem, que resiste a dobras.
- Um braço manipulador realiza o descarregamento; a transmissão por correia evita danos ao núcleo do rolo de eletrodos.
- A caixa elétrica está localizada no lado direito da enroladora, portanto não afeta a área de descarregamento nem o processo posterior.
- O equipamento possui uma interface amigável, operação simples e manutenção fácil; as coberturas de proteção são instaladas em todo o equipamento.
 |
 |
Especificações técnicas completas
| Parâmetro | Especificação |
| Dimensões da máquina (C × L × A) | 2400 × 1500 × 2100 mm |
| Alimentação elétrica | CA monofásica 220 V, 50 Hz ± 5 % |
| Consumo de energia | Aprox. 10 kW |
| Peso | Aprox. 3000 kg |
| Alimentação de ar | 5–7 kgf/cm² (aprox. 0,5–0,7 MPa), 100 L/min |
| Diâmetro externo da célula adequado | φ18–φ21 mm |
| Largura do eletrodo adequada | 30–68 mm |
| Precisão de alinhamento do enrolamento | ±0,3 mm (separador, eletrodo, altura da célula) |
| Sistema de controle | PLC com tela tátil HMI deslizante |
| Tempo de troca da agulha | |
| Deteção de curto-circuito | Triagem automática em linha de rejeitados |
| Ambiente | Sem gás, líquido corrosivo ou gás explosivo |
Defeitos comuns de enrolamento e resolução de problemas
| Defeito | Causa possível | Ação recomendada |
| Desalinhamento do jellyroll (desvio do cátodo em relação ao ânodo) | Sistema de correção de desvio fora de calibração; sensor de borda sujo; ou curvatura do elétrodo acima da especificação. | Calibrar o sensor de borda. Limpar a lente do sensor. Verificar a curvatura do elétrodo recebido ( |
| Enrugamento ou dobragem do separador | Tensão demasiado baixa ou alta; separador não centrado; ou rugosidade da superfície da agulha. | Ajustar a tensão do separador para 150–250 g. Verificar se o rolo do separador está centrado no fuso de desenrolamento. Polir ou substituir a agulha de enrolamento se a superfície estiver desgastada. |
| Fita de terminação não adere ou dobra | Pressão de aplicação da fita incorreta; condição de armazenamento da fita (demasiado seca ou húmida). | Verificar o mecanismo de pasta de enrolamento quanto a pressão consistente. Garantir que a fita é armazenada à temperatura e humidade recomendadas. Aumentar a sobreposição da pasta em 0,5 volta. |
| Jellyroll demasiado solto ou apertado (diâmetro externo fora da tolerância) | Perfil de tensão de enrolamento não otimizado; variação da espessura do elétrodo. | Ajustar o perfil de tensão segmentado. Verificar a uniformidade da espessura do elétrodo; se a variação exceder ±3 %, pode ser necessária a triagem dos elétrodos recebidos. |
| Alta taxa de rejeição por curto-circuito | Pó ou partículas metálicas no elétrodo; rebarba na borda do elétrodo cortado; remoção de pó insuficiente. | Limpar ou substituir o filtro do dispositivo de remoção de pó. Inspecionar a qualidade do corte do elétrodo quanto a rebarbas. Aumentar o nível de vácuo da remoção de pó. |
| Agulha difícil de extrair ou jellyroll danificado durante a extração | Superfície da agulha desgastada ou contaminada; lubrificação insuficiente; ou jellyroll enrolado demasiado apertado. | Polir ou substituir a agulha. Aplicar um lubrificante seco leve se for compatível com a química da célula. Reduzir ligeiramente a tensão final de enrolamento. |
FAQ de engenharia — Enrolamento automático de células cilíndricas
P1: Quanto tempo demora a mudar do formato 21700 para o formato 26650?
A TOB-3270Y-26 pode produzir células com diâmetros externos de φ18 mm a φ21 mm e larguras de 30 mm a 65 mm. Dentro deste intervalo, uma mudança completa — incluindo a troca do conjunto de clipes, o ajuste ou substituição da agulha de enrolamento e o carregamento da nova receita — demora normalmente menos de 30 minutos. A própria agulha pode ser substituída em menos de cinco minutos. Parâmetros como perfil de tensão, número de voltas e desvios de alinhamento são armazenados na memória de receitas da HMI e recuperados instantaneamente.
P2: Qual é a produtividade esperada em células por minuto?
A produtividade depende do número de voltas no projeto do jellyroll e da velocidade de enrolamento. Para uma célula 21700 típica com um jellyroll composto por aproximadamente 20 voltas (cátodo/ânodo/separador combinados) e uma velocidade de enrolamento de 100–150 rpm na agulha, é possível alcançar uma produtividade de 6–10 células por minuto. Contacte a TOB com o seu projeto específico de célula para uma análise detalhada do tempo de ciclo.
P3: Esta máquina consegue lidar com tiras de elétrodos com abas já soldadas ou requer uma estação separada de soldadura de abas?
A máquina foi projetada para aceitar tiras de elétrodos com abas pré-soldadas na etapa de corte. Pode acomodar até 2 abas por folha de elétrodo, e o comprimento exposto da aba deve ser inferior a 25 mm. A máquina não solda abas; a soldadura de abas é um processo a montante realizado na tira de elétrodo antes de esta ser enrolada num rolo para esta máquina.
P4: Como o sistema integral de correção difere de um sistema padrão de guia de borda?
Os sistemas padrão de guia de borda utilizam correção proporcional: o rolo guia move-se uma quantidade proporcional ao erro de borda detetado. A correção integral adiciona o erro ao longo do tempo (integração) ao sinal de correção, permitindo ao sistema eliminar um desvio persistente que um sistema puramente proporcional toleraria. Isto é especialmente útil para corrigir a deriva lenta que ocorre quando um rolo de elétrodo desenrola do diâmetro total até ao diâmetro do núcleo. O resultado é um alinhamento mais apertado e consistente em todo o rolo.
P5: A máquina é compatível com separadores revestidos com cerâmica?
Sim, a máquina pode lidar com separadores dentro do intervalo de espessura especificado (0,015–0,030 mm). Os separadores revestidos com cerâmica tendem a ser ligeiramente mais espessos e rígidos do que os não revestidos, o que pode exigir um ligeiro aumento da tensão do separador para manter a planicidade durante o enrolamento. A tensão pode ser ajustada através das definições de tensão segmentadas da HMI. O dispositivo de remoção de pó e o sistema de correção de desvio também são eficazes com separadores revestidos; no entanto, certifique-se de que o revestimento está bem aderido e não liberta partículas que possam contaminar a zona de enrolamento.
Pronto para automatizar o enrolamento de células cilíndricas e eliminar defeitos de alinhamento manual e curto-circuito? Solicite uma cotação para o TOB-3270Y-26 ou entre em contato com nossos engenheiros de automação informando o diâmetro, a largura e a capacidade de produção desejados da célula para obter uma proposta técnica detalhada e um estudo de integração da linha.
tob.amy@tobmachine.com | +86 181 2071 5609
Você também pode precisar
- Máquina automática de fabricação de eletrodos de cátodo — Uma linha totalmente integrada de revestimento, calandragem e corte longitudinal que produz tiras de eletrodo de cátodo cortadas com precisão, prontas para o enrolamento automático de alta velocidade no TOB-3270Y-26.
- Máquina de corte a laser e enrolamento de células cilíndricas — Um enrolador automático combinado com corte longitudinal a laser que corta e enrola abas de eletrodos em um único processo contínuo, eliminando a necessidade de rolos de eletrodos pré-cortados e melhorando a precisão do alinhamento das abas.
- Máquina de enrolamento semiautomática para células cilíndricas 50320 sem abas— Um enrolador flexível com assistência do operador, projetado especificamente para células cilíndricas 50320 de grande formato sem abas, ideal para testes em escala piloto ou produção de menor volume de baterias cilíndricas de próxima geração.
Anterior:
bobinadeira semiautomática para célula cilíndricaPróxima:
Máquina de corte e enrolamento a laser de células cilíndricas
Se você está interessado em nossos produtos e deseja saber mais detalhes, deixe uma mensagem aqui, responderemos o mais breve possível.