- Casa
- >
Solução de filme de eletrodo seco
- >
Máquina de Formação de Filme de Eletrodo Seco para P&D de Baterias
Categorias
Produtos quentes








Loading...


Máquina de Formação de Filme de Eletrodo Seco para P&D de Baterias
Marca:
TOB NEW ENERGYitem número.:
TOB-HRPE200-3ALpedido (moq):
1Pagamento:
L/C,T/Torigem do produto:
Chinaporto de embarque:
XIAMEN
Máquina de Formação de Filme de Eletrodo Seco para P&D de Baterias | TOB-HRPE200-3AL
Visão geral do produto e aplicações ideais
Uma máquina de formação de filme de eletrodo seco — frequentemente chamada de prensa de rolos aquecidos ou calandra — converte uma mistura de pó de fluxo livre de material ativo, carbono condutor e aglutinante fibrilizável (normalmente PTFE) diretamente em um filme de eletrodo autossustentável sem o uso de solventes, mistura de pasta ou longas etapas de secagem. A TOB-HRPE200-3AL é uma máquina de escala de bancada a piloto desenvolvida especificamente para essa rota de fabricação de eletrodos sem solvente. Ela aplica temperatura controlada e pressão de abertura entre rolos precisamente ajustável para densificar e fibrilizar o pó em um filme contínuo que pode ser laminado diretamente sobre um coletor de corrente, simplificando drasticamente a cadeia de produção de eletrodos.
A máquina utiliza dois rolos de aço retificados de precisão (Ø96 mm) com dureza superficial de HRC62, obtida por meio de revestimento de cromo duro. A camada de cromo não apenas resiste ao desgaste abrasivo causado pelo pó do eletrodo, mas também evita ferrugem durante o armazenamento em ambiente normal, uma preocupação prática em laboratórios movimentados. Os rolos são aquecidos internamente da temperatura ambiente até 130 °C, com cada rolo controlado independentemente e com exibição digital. A uniformidade da temperatura é fundamental porque o aglutinante PTFE deve atingir sua temperatura de fibrilização — normalmente entre 60 °C e 120 °C — sem ultrapassar o ponto em que o material ativo se degrada. A cilindricidade dos rolos de ≤ ±2 µm garante que a abertura entre os rolos e, portanto, a espessura do filme, seja consistente em toda a largura de trabalho de 200 mm.
Ideal para:
- Grupos de P&D de baterias e linhas piloto que desenvolvem processos de fabricação de eletrodos sem solvente (secos) para baterias de íons de lítio, íons de sódio e estado sólido.
- Pesquisadores que investigam o comportamento de fibrilização do PTFE ou de outros aglutinantes fibrilizáveis com materiais ativos NMC, LFP, grafite, carbono duro ou à base de silício.
- Fabricantes que avaliam a tecnologia de eletrodos secos como meio de eliminar o solvente tóxico NMP, reduzir a secagem de alto consumo energético e diminuir a área ocupada pela fábrica.
- Cientistas de materiais que precisam de uma prensa de rolos compacta e instrumentada para produzir filmes uniformes com espessura controlada para testes de células tipo moeda, células pouch de camada única ou células cilíndricas de pequeno formato.
- Qualquer laboratório que tenha tentado o processamento de eletrodos secos com uma prensa hidráulica manual e tenha considerado o processo inconsistente, pouco controlado e inadequado para ampliação de escala.
Onde esta máquina se encaixa na fabricação de eletrodos secos
Os eletrodos tradicionais de baterias de íons de lítio são fabricados por processamento úmido: o pó ativo, carbono e aglutinante são misturados em uma pasta com NMP (para cátodos) ou água (para ânodos), revestidos sobre uma folha metálica e depois passam por longos fornos de secagem para remover o solvente antes da calandragem. Essa rota consome energia significativa, exige sistemas de recuperação de solventes e limita o uso de certos materiais (por exemplo, lítio ou sódio metálicos) que reagem com água.
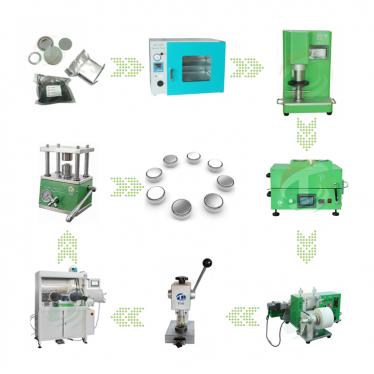
O processamento de eletrodos secos elimina completamente o solvente. O fluxo de trabalho normalmente segue as etapas abaixo:
- Mistura seca:O material ativo, carbono condutor e pó de PTFE são misturados intimamente em um misturador seco de alto cisalhamento. As partículas de PTFE são esticadas em fibrilas finas durante a mistura, formando uma rede que mantém o pó unido.
- Formação do filme (função da TOB-HRPE200-3AL):O pó de fluxo livre é alimentado entre o par de rolos aquecidos e contrarrotativos da TOB-HRPE200-3AL. A combinação de calor, pressão e cisalhamento fibriliza ainda mais o PTFE e compacta o pó em um filme contínuo autossustentável de espessura controlada. Os rolos giram em velocidades ajustáveis independentemente (0–1 rev/s), permitindo um componente de cisalhamento que melhora a densificação.
- Laminação:O filme seco formado é então laminado diretamente sobre um coletor de corrente (folha de alumínio ou cobre) em uma segunda etapa de calandragem — ou na mesma máquina alimentando a folha junto com o pó. Isso produz uma folha de eletrodo finalizada.
- Corte longitudinal / corte:A faca de corte longitudinal integrada apara as bordas do filme até a largura desejada, e o mecanismo de enrolamento coleta o filme ou eletrodo finalizado em um eixo pneumático de 3 polegadas para processamento posterior.
A TOB-HRPE200-3AL realiza as etapas 2 e parcialmente a etapa 3 (se o coletor de corrente for alimentado junto com o pó) e a etapa 4 em uma operação contínua. Como não há solvente, não há forno de secagem, recuperação de solvente nem defeitos de migração do aglutinante que ocorrem durante a secagem lenta de filmes úmidos. A uniformidade da espessura do filme é determinada diretamente pela precisão da abertura entre os rolos, que nesta máquina é controlada digitalmente e exibida por um relógio comparador eletrônico.
Como funciona a prensa de rolos aquecidos e o processo de formação de filme
A TOB-HRPE200-3AL é construída em torno de um par de rolos de aço retificados de precisão de Ø96 mm montados em rolamentos de alta precisão (IFU, Suécia). Cada rolo é aquecido internamente usando um sistema de cartucho elétrico, com a temperatura ajustada independentemente por controladores digitais de temperatura Autonics. A superfície dos rolos é revestida com cromo duro até uma dureza de HRC62, proporcionando uma superfície lisa e resistente ao desgaste que minimiza a adesão do pó e resiste à corrosão.
Controle de acionamento e relação de velocidade
Dois servomotores (Inovance) acionam os rolos independentemente. Esse é um recurso de projeto crítico: ao contrário de uma calandra simples com engrenagens, a TOB-HRPE200-3AL pode operar os rolos em velocidades diferentes, criando um campo de cisalhamento controlado na região de prensagem. Para pós de eletrodos secos, uma pequena diferença de velocidade (por exemplo, 5–15%) aplica cisalhamento adicional que promove a fibrilização do PTFE e produz um filme mais denso e coeso. A velocidade de cada rolo é ajustável de 0 a 1 revolução por segundo via PLC e exibida na tela sensível ao toque Weintek. A direção de rotação também pode ser configurada independentemente.
Ajuste da abertura dos rolos e controle de espessura
A abertura entre os dois rolos — e, portanto, a espessura do filme — é ajustada de 0 a 2 mm usando um mecanismo automático de ajuste de abertura acionado por motor de passo (motor de passo Leadshine). O mecanismo possui excelente desempenho de travamento automático, o que significa que a abertura não se altera durante a laminação, mesmo sob a considerável força de separação gerada pelo pó compactado. A abertura real é exibida em um relógio comparador digital eletrônico, fornecendo retorno em nível micrométrico ao operador. A cilindricidade dos rolos de ≤ ±2 µm garante que a abertura medida no centro dos rolos seja representativa da abertura em toda a largura de trabalho de 200 mm, uma especificação excepcionalmente rigorosa para uma máquina de escala de bancada e que se traduz diretamente em excelente uniformidade de espessura do filme.
Enrolamento, desenrolamento e corte longitudinal
A máquina é equipada com um mecanismo de correção de enrolamento e desenrolamento que mantém o alinhamento adequado da manta. Se uma folha de coletor de corrente ou um filme pré-formado estiver sendo alimentado na região de prensagem, o dispositivo de desenrolamento com alimentação auxiliada por correia transportadora garante uma entrada sem rugas. Após o filme sair da região de prensagem, uma faca de corte longitudinal integrada apara as bordas até a largura desejada, e o filme finalizado é enrolado em um eixo pneumático de 3 polegadas (diâmetro máximo do rolo de 200 mm). Isso permite uma operação verdadeiramente contínua: pó entra, filme de eletrodo aparado sai.
Arquitetura de PLC e controle
Toda a máquina é controlada por um CLP (Inovance ou Panasonic) por meio de uma IHM de tela sensível ao toque Weintek. O operador define as temperaturas dos rolos, as velocidades dos rolos (e a relação de velocidade), a folga e a tensão de enrolamento em uma única tela. O CLP coordena os acionamentos servo, o motor de ajuste de folga de passo e os motores de enrolamento/desenrolamento, além de monitorar os controladores de temperatura, relés de estado sólido (Yangming) e dispositivos de proteção de circuito (Chint). Os relés Izumi fornecem isolamento de nível de sinal para os circuitos de controle.
Principais vantagens de engenharia para o processamento de eletrodos secos
- Aquecimento independente dos rolos e controle preciso de temperatura (temperatura ambiente a 130 °C)— A fibrilação do PTFE depende fortemente da temperatura. Se a temperatura do rolo for muito baixa, as partículas de PTFE não amolecem suficientemente e o filme não possui resistência mecânica. Se a temperatura for muito alta, o material ativo pode começar a se decompor, ou o PTFE pode sofrer fibrilação excessiva e perder porosidade. O controle digital de temperatura de duas zonas do TOB-HRPE200-3AL (Autonics, Coreia) permite que o operador mantenha cada rolo em uma temperatura precisa e definida de forma independente, garantindo que o material experimente exatamente o perfil térmico necessário.
- Rotação assíncrona dos rolos com relação de velocidade ajustável para densificação aprimorada —O acionamento servo independente de cada rolo permite uma diferença de velocidade (por exemplo, 0,9 rev/s no rolo superior e 1,0 rev/s no inferior). Isso introduz um componente de cisalhamento que estira fisicamente as fibrilas de PTFE e as orienta na direção de laminação. O resultado é um filme com maior resistência à tração e melhores propriedades de manuseio em comparação com um filme prensado entre rolos em velocidades idênticas. A faixa de velocidade de 0–1 rev/s abrange tanto a compactação inicial suave quanto o acabamento de alto cisalhamento.
- Superfície do rolo de cromo duro HRC62 com cilindricidade ≤ ±2 µm—O revestimento de cromo duro não apenas prolonga a vida útil do rolo, mas também fornece uma superfície lisa e de baixo atrito que reduz a aderência do pó. A rugosidade superficial especificada de Ra 0,8 µm para materiais secos (e opcionalmente Ra 0,4 µm para materiais úmidos) é selecionada para alcançar o equilíbrio adequado entre a liberação do filme e o atrito necessário para puxar o pó para a zona de prensagem. A cilindricidade extremamente rigorosa garante que a variação de espessura do filme seja determinada pelas características de alimentação do pó, e não pela máquina.
- Ajuste automático de folga acionado por motor de passo com visor digital eletrônico e travamento automático—A folga não é definida por calibradores manuais ou por um simples parafuso mecânico. O motor de passo (Leadshine) posiciona os rolos com resolução em nível de mícron, e a posição é exibida digitalmente. O projeto de travamento automático significa que a folga definida é mantida mesmo sob a força de separação de filmes de eletrodos de alta densidade. Essa repetibilidade é essencial para produzir vários lotes de filme de eletrodo com a mesma espessura e porosidade, e permite que um único operador alterne entre espessuras de filme em poucos segundos.
- Corte integrado e enrolamento para operação contínua—Muitas calandras de laboratório produzem uma folha que deve então ser cortada e coletada manualmente. O TOB-HRPE200-3AL inclui uma faca de corte que apara as bordas do filme imediatamente após a calandragem e um mecanismo de enrolamento que bobina o produto acabado em um núcleo de 3 polegadas. O mecanismo de correção de enrolamento e a alimentação auxiliar por correia transportadora garantem que o filme permaneça centralizado e sem rugas durante o bobinamento. Assim, a máquina permite um verdadeiro processo de eletrodo seco rolo a rolo em escala de bancada.
- Projeto compacto controlado por CLP com componentes de grau industrial—Apesar de sua funcionalidade abrangente — aquecimento, acionamento servo, controle de folga, corte e enrolamento — a máquina ocupa apenas L1100 × W770 × H1300 mm. O uso de componentes de marcas reconhecidas (CLP Inovance/Panasonic, IHM Weintek, rolamentos IFU, componentes elétricos Chint, controladores Autonics) garante confiabilidade e disponibilidade de peças a longo prazo. O peso de 350 kg fornece estabilidade suficiente para trabalhos de precisão, permanecendo dentro da faixa que pode ser movimentada com uma paleteira.

Especificações técnicas completas
As especificações a seguir são exatamente as fornecidas pelo fabricante e são verificadas para cada máquina. Nenhum valor foi alterado.
|
Parâmetro |
Especificação |
|
Diâmetro do rolo |
2 × Ø96 mm |
|
Dureza do rolo |
HRC62 |
|
Suavidade do rolo |
Material seco: Ra 0,8 µm; material úmido: Ra 0,4 µm |
|
Espessura de laminação |
Ajustável de 0–2 mm; espessura, velocidade e configurações de ajuste exibidas digitalmente |
|
Largura de prensagem |
0–200 mm (uso recomendado dentro de 190 mm) |
|
Diâmetro do rolo de enrolamento/desenrolamento |
Máx. 200 mm |
|
Temperatura de laminação |
Temperatura ambiente a 130 °C, visor digital, controle separado por rolo |
|
Especificações do eixo de ar |
3 polegadas |
|
Tensão e frequência |
CA 220 V / 50 Hz |
|
Potência |
5 kW |
|
Dimensões |
C1100 × L770 × A1300 mm |
|
Peso do equipamento |
350 kg |
|
Cilindricidade do rolo |
≤ ±2 µm |
|
Controle |
Motor servo, controle preciso; rotação assíncrona, velocidade ajustável de 0–1 rev/s |
|
Dispositivo de enrolamento e desenrolamento |
Equipado com mecanismo de correção de enrolamento/desenrolamento; alimentação auxiliar por correia transportadora |
Principais marcas da configuração:
|
Componente |
Marca |
|
CLP |
Inovance / Panasonic |
|
Tela sensível ao toque |
Weintek |
|
Motor servo |
Inovance |
|
Motor de passo |
Leadshine |
|
Rolamentos |
IFU (Suécia) |
|
Equipamento elétrico |
Chint |
|
Dispositivo de estado sólido |
Yangming |
|
Relé |
Izumi |
|
Controlador de temperatura |
Autonics (Coreia) |

Diretrizes de manutenção operacional e segurança
Os seguintes procedimentos de manutenção e precauções de segurança são recomendados pelo fabricante para garantir uma longa vida útil e a segurança do operador.
Métodos de manutenção
- Antes de cada uso, limpe cuidadosamente as superfícies de ambos os rolos com um pano macio embebido em álcool para manter a limpeza e evitar contaminação cruzada entre lotes de pó.
- Lubrifique as peças móveis do mecanismo de engrenagem com óleo para manter o movimento suave e evitar desgaste.
- Desative o sopro da bomba de ar próximo à máquina para evitar que poeira entre nos rolamentos e afete a precisão.
- Se a máquina não for utilizada por um período prolongado, limpe as superfícies dos rolos e pulverize-as com óleo anticorrosivo para protegê-las contra corrosão.
- Inspecione regularmente todos os parafusos, porcas, pinos e outros elementos de fixação para evitar afrouxamentos, que podem causar defeitos de qualidade ou lesões pessoais.
- Ao ajustar a abertura de laminação, ajuste ambos os lados uniformemente para evitar danos a outras peças. Após o ajuste, o relógio comparador pode ser removido para evitar danos acidentais durante a produção.
Precauções de segurança
- Durante a operação, é estritamente proibido estender as mãos ou outras partes do corpo para as áreas perigosas da laminadora e da transmissão por engrenagens. Duas ou mais pessoas não podem operar a máquina simultaneamente para evitar lesões acidentais. As peças de transmissão por engrenagens são equipadas com tampas de proteção e sinais de perigo.
- Ao limpar os rolos, fique atrás da superfície de operação para evitar que roupas e mãos sejam presas, o que pode causar lesões pessoais ou danos à máquina.
- É estritamente proibido usar luvas ao limpar máquinas rotativas.
- Os operadores devem usar roupas justas; aqueles com cabelos longos devem usar toucas de trabalho.
- Pessoal não autorizado não pode desmontar ou depurar o equipamento.
- Não desmonte componentes do circuito sem autorização.
- A cobertura de aço inoxidável pode atingir altas temperaturas durante a operação: não toque nela diretamente com as mãos desprotegidas.
Comparação: TOB-HRPE200-3AL vs. Prensa hidráulica manual para formação de filme de eletrodo seco
|
Característica |
TOB-HRPE200-3AL |
Prensa hidráulica manual (configuração típica de laboratório) |
|
Acionamento |
Motor servo duplo, relação de velocidade ajustável |
Bomba hidráulica manual, velocidade fixa |
|
Aquecimento dos rolos |
Controle independente de temperatura até 130 °C, visor digital |
Sem aquecimento ou placa quente externa |
|
Controle da abertura |
Motor de passo com visor digital, autobloqueio |
Calços manuais ou calibre de lâminas |
|
Uniformidade do filme |
Cilindricidade dos rolos ≤ ±2 µm, operação contínua |
Depende do paralelismo da placa; variação entre lotes |
|
Produção contínua de filme |
Sim, com corte longitudinal e bobinamento integrados |
Não, apenas prensagem de folhas individuais |
|
Componente de cisalhamento |
Relação de velocidade ajustável entre os rolos |
Nenhum |
|
Capacidade de produção |
Contínua, metros por minuto |
Descontínua, minutos por folha |
|
Requisito de habilidade do operador |
Baixo, parâmetros definidos via HMI |
Alto, depende da percepção manual e experiência |
|
Escalabilidade |
Diretamente transferível para produção piloto |
Limitado, não escalável |
Por que os pesquisadores de eletrodos secos investem em uma prensa de rolos dedicada:
Pressionar manualmente o pó de eletrodo seco com uma prensa hidráulica é essencialmente um processo de tentativa e erro. A espessura é inconsistente, a temperatura não é controlada e cada folha leva vários minutos para ser produzida. Quando você precisa fabricar material de eletrodo suficiente para um conjunto estatisticamente significativo de células tipo moeda — ou demonstrar que seu processo de eletrodo seco é escalável — uma prensa de rolos aquecida contínua torna-se indispensável. A TOB-HRPE200-3AL fornece o elo que faltava entre uma formulação de pó bem-sucedida em escala de béquer e uma demonstração confiável de fabricação de eletrodos em escala piloto.
Perguntas frequentes de engenharia — Formação de filme de eletrodo seco
P1: Quais sistemas de aglutinantes são compatíveis com esta máquina e ela é limitada ao PTFE?
A máquina é projetada para materiais não ferrosos. Embora o PTFE seja o aglutinante fibrilizável mais utilizado no processamento de eletrodos secos, a TOB-HRPE200-3AL também pode processar pós contendo outros aglutinantes termoplásticos (por exemplo, PVDF, PEO), desde que eles amoleçam dentro do limite de temperatura de 130 °C. O requisito principal é que a mistura de pó tenha fluidez suficiente para ser alimentada no vão entre os rolos. A relação de velocidade ajustável e a abertura permitem a otimização para diferentes sistemas de aglutinantes.
P2: Como determino a temperatura correta dos rolos e a relação de velocidade para minha combinação específica de pó de cátodo e aglutinante?
Comece com um pequeno lote em uma prensa manual para determinar a temperatura de amolecimento do seu aglutinante (normalmente 70–100 °C para PTFE). Ajuste inicialmente ambos os rolos para a mesma velocidade (0,5 rev/s) nessa temperatura e extrude uma pequena quantidade de pó. Inspecione o filme quanto à integridade mecânica. Se o filme estiver fraco ou quebradiço, aumente a temperatura em incrementos de 5 °C. Para introduzir cisalhamento, ajuste o rolo mais lento para 0,85 rev/s e o mais rápido para 1,0 rev/s. O relógio comparador eletrônico mostrará a abertura real; comece em 0,5 mm e reduza gradualmente até atingir a espessura de filme desejada. Se o filme rasgar, aumente ligeiramente a abertura ou reduza a diferença de velocidade.
P3: A máquina pode ser usada para laminar o filme de eletrodo seco diretamente em um coletor de corrente de folha de cobre ou alumínio?
Sim. A folha pode ser alimentada pelo mecanismo de desenrolamento junto com o pó, de modo que a compactação e a laminação ocorram simultaneamente no vão entre os rolos. Alternativamente, o filme pré-formado pode ser desenrolado e laminado em uma segunda passagem. A temperatura dos rolos deve ser ajustada de acordo com os requisitos de laminação (normalmente ligeiramente inferior à temperatura de fibrilação para evitar fibrilação excessiva do filme já formado). O mecanismo de correção do enrolamento ajuda a manter o alinhamento da folha durante esse processo.
P4: Qual é a vazão típica em metros por minuto para um filme de cátodo seco?
A vazão depende da velocidade dos rolos (máx. 1 rev/s) e da espessura do filme. Na velocidade máxima, a velocidade linear é aproximadamente π × 0,096 m × 1 s⁻¹ ≈ 0,3 m/s ≈ 18 m/min. No entanto, para o processamento de eletrodos secos, velocidades de 2–5 m/min são mais comuns durante o desenvolvimento inicial, pois velocidades menores proporcionam mais tempo de permanência no vão entre os rolos e melhor fibrilação do PTFE. A vazão aumenta com a otimização e conforme as características de alimentação do pó são aprimoradas.
P5: Como a contaminação cruzada é gerenciada entre diferentes lotes de materiais ativos?
Os rolos são acessíveis e podem ser limpos com álcool entre os lotes, conforme descrito nos procedimentos de manutenção. A superfície de cromo duro libera a maioria dos pós de eletrodo de forma limpa. Ao mudar de um pó de cátodo para um pó de ânodo, é recomendável passar uma pequena quantidade de pó não reativo (por exemplo, negro de carbono puro ou alumina) pelos rolos como um “lote de limpeza” antes do próximo material ativo. A correia transportadora e o mecanismo de enrolamento também devem ser aspirados ou limpos.
Pronto para transferir sua formulação de eletrodo seco da prensagem manual de folhas para um processo contínuo e controlado de prensa de rolos? Solicite uma cotação para a TOB-HRPE200-3AL. Inclua a espessura, largura e tipo de aglutinante desejados do filme, e nossos engenheiros poderão fornecer uma receita inicial recomendada para as configurações de temperatura e velocidade.
tob.amy@tobmachine.com | +86 181 2071 5609
Você também pode precisar de
Se você está interessado em nossos produtos e deseja saber mais detalhes, deixe uma mensagem aqui, responderemos o mais breve possível.