- Casa
- >
preparação de eletrodos
- >
máquina de revestimento de bateria
- >
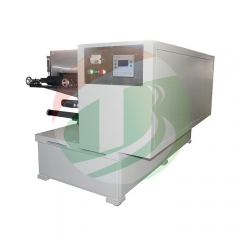
Máquina de revestimento de eletrodos de bateria de modo duplo (matriz de fenda e transferência)
Categorias
Produtos quentes







Loading...




Máquina de revestimento de eletrodos de bateria de modo duplo (matriz de fenda e transferência)
Marca:
TOB NEW ENERGYitem número.:
TOB-JYZY-350-4.5pedido (moq):
1setPagamento:
L/C,T/Torigem do produto:
Chinaporto de embarque:
XIAMEN
Máquina de revestimento de eletrodos de bateria de modo duplo (matriz de fenda e transferência) para P&D de baterias e linha piloto.
O que é uma máquina de revestimento de modo duplo?
A maioria das linhas piloto e laboratórios de P&D enfrenta um problema recorrente: a pasta que aderiu perfeitamente à cabeça de extrusão na semana passada não estabiliza nesta semana porque a formulação mudou, o teor de sólidos variou ou a viscosidade do lote ficou fora da faixa ideal da matriz. Ou você luta contra o menisco o dia todo ou muda para uma máquina diferente.
O TOB-JYZY-350-4.5 resolve isso ao integrar dois métodos de revestimento distintos em um único chassi:
• Revestimento por matriz de fenda: Dosagem precisa por meio de bomba de cavidade progressiva servoacionada. Ideal para cátodos de NMC, LCO ou LFP à base de NMP com viscosidade baixa a média, onde a variação de peso deve permanecer abaixo de ±1,5%.
• Revestimento por transferência de vírgula com 3 rolos: G Dosagem controlada por AP através de barra de vírgula retificada com precisão. Ideal para ânodos de grafite aquoso de alta viscosidade ou Si-C, onde a estabilidade do cordão de solda na matriz de fenda é comprometida.
A troca entre os dois processos é feita mecanicamente, sem truques de software. A cabeça de corte da matriz de fenda se retrai, o conjunto do rolo de transferência trava e você ajusta a folga da barra de vírgula com cabeçotes micrométricos. A troca leva menos de 90 minutos com um operador treinado.
Revestimento por fenda versus revestimento por transferência: quando usar cada um?
|
Método de revestimento |
Faixa de viscosidade ideal |
Ideal para |
Defeito típico se usado incorretamente |
|
Matriz de fenda (extrusão) |
2.000 – 8.000 mPass |
Cátodos NMC, LCO, LFP (solvente NMP) |
Ruptura do menisco, entrada de ar, nervuras |
|
Transferência por vírgula (3 rolos) |
6.000 – 12.000+ mPas |
Ânodos de grafite, ânodos de Si-C, suspensões aquosas |
Acúmulo de material nas bordas e variação de espessura se a folga não for compensada. |
|
Modo duplo (Esta máquina) |
Faixa completa de 2.000 a 12.000 mPa |
Qualquer teste de formulação ou lote piloto |
N/A — você escolhe a ferramenta certa para a pasta. |
Resumo dos principais valores (para líderes de compras e engenharia)
• Um único item de investimento em equipamentos abrange duas tecnologias de revestimento. Não há necessidade de orçar separadamente revestidoras de matriz de fenda e de transferência por vírgula.
• Alinhamento intermitente do padrão com precisão de ±1,0 mm no comprimento e ±0,5 mm na largura. O sensor de borda alinha automaticamente os padrões da frente e do verso. Sem necessidade de ajustes manuais durante a aplicação do revestimento em ambos os lados.
• Rolo de revestimento cromado duro e lâmina em forma de vírgula retificada. Ambos mantidos com tolerância de ≤ ±1,5 µm em relação à excentricidade radial e retilineidade. Esta é a base mecânica para a especificação de precisão de revestimento de ±3 µm.
• Secagem independente em 3 zonas com aquecimento SCR analógico. Comprimento total do forno: 4,5 metros. Bicos de impacto de ar superiores e inferiores evitam a formação de crostas na superfície de eletrodos espessos.
• Projetado para salas de cátodo com baixa umidade. Área da cabeça de revestimento especificada para ≤35% de UR. Rolos anodizados, componentes selados contra a entrada de vapor de NMP.
Contexto do caso: Linha piloto para cátodo NMC811 de alta densidade energética (solvente NMP) e ânodo de grafite aquoso em folha de Cu de 10 µm.
|
Parâmetro |
Dado de fenda ( NMC811) |
Transferência (ânodo de grafite) |
|
Viscosidade da pasta |
~4.500 mPas |
~9.800 mPas |
|
Conteúdo sólido |
68% |
52% |
|
Velocidade de revestimento |
2,8 m/min |
1,8 m/min |
|
Alvo de espessura seca |
85 µm (lado único) |
120 µm (lado único) |
|
Variação de Peso do Revestimento (Medida) |
±1,3% |
±1,4% |
|
Taxa de defeitos de borda |
<2% da área total revestida |
<3% da área total revestida |
Dados coletados no local do cliente da TOB (instalação piloto no Sudeste Asiático) durante o comissionamento de uma unidade TOB-JYZY-350-4.5. Substrato: folha de alumínio de 12 µm para o cátodo, folha de cobre de 10 µm para o ânodo. Medições realizadas de acordo com o protocolo interno de controle de qualidade da TOB ao longo de 500 metros de revestimento contínuo.
Aplicações
• Produção em escala piloto de baterias de íon-lítio: cátodos de NMC, LFP, LCO e LMO; ânodos de grafite e Si-C.
• Desenvolvimento de baterias de íon-sódio: pastas catódicas de íon-sódio suportam até 12.000 mPas.
• Testes de revestimento com eletrólito de estado sólido: suspensões com alto teor de sólidos (20–85%) com NMP ou água.
• Revestimento de eletrodos de supercapacitores: Aplicação de película fina de precisão em substratos de alumínio.
• Pesquisa e Desenvolvimento de Filmes Funcionais: Qualquer aplicação que exija deposição precisa de filmes úmidos em lâminas metálicas flexíveis.
Especificações técnicas
|
Não. |
Item |
Parâmetro |
Observações |
|
1 |
Química compatível |
LFP, NMC, LCO, LMO, grafite, Si-C, íon de sódio, etc. |
Cátodo e ânodo |
|
2 |
Método de revestimento |
Contínuo e intermitente |
Combo Slot Die + Transfer |
|
3 |
Velocidade de revestimento |
1,5 ~ 3,0 m/min |
Dependente do perfil de secagem |
|
4 |
Padrão intermitente |
Revestimento
Comprimento: 10~5000mm
|
|
|
5 |
Alinhamento em ambos os lados |
Rastreamento automático de bordas por meio de sensor fotográfico |
Registro no verso |
|
6 |
Espessura do substrato |
Folha de alumínio: 8~30 µm
|
|
|
7 |
Largura da face do rolo |
400 mm |
|
|
8 |
Largura de revestimento garantida |
≤ 350 mm |
|
|
9 |
Rolo de revestimento / Rolo de borracha |
Φ120 mm |
|
|
10 |
Rolo de Medição (Médico) |
Φ100 mm |
|
|
11 |
Precisão do revestimento |
±3 µm |
|
|
12 |
Variação de Peso do Revestimento |
≤ ±1,5% |
Excluindo a margem da borda, o substrato está incluído. |
|
13 |
Faixa de viscosidade da pasta |
2000 ~ 12000 mPas |
|
|
14 |
Espessura do revestimento seco |
20 ~ 200 µm |
Lado único |
|
15 |
Compatibilidade com solventes |
NMP (densidade 1,033, ponto de ebulição 204°C)
|
|
|
16 |
Faixa de conteúdo sólido |
20 ~ 85% |
|
|
17 |
Precisão Dimensional |
Comprimento: ≤ ±1,0 mm
|
|
|
18 |
Alinhamento dianteiro-traseiro |
Comprimento: ≤ ±1,0 mm
|
|
|
19 |
Desvio de orientação da Web |
±0,3 mm |
|
|
20 |
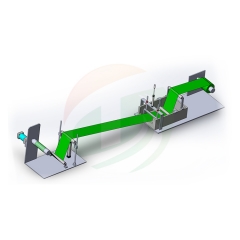
Layout da máquina |
Desbobinar Cabeça, Forno, Rebobinar |
Modular / Tipo dividido |

Perguntas frequentes
P1: Quanto tempo leva, de fato, para alternar entre o modo de transferência por fenda e o modo de transferência por vírgula?
R: Com um operador experiente, a troca mecânica leva aproximadamente de 45 a 90 minutos. Isso inclui retrair a cabeça da matriz de fenda, travar o conjunto do rolo de transferência e ajustar a folga da lâmina em vírgula por meio dos cabeçotes micrométricos. A troca da receita do CLP para os parâmetros de tensão e velocidade é imediata. O fator limitante é a limpeza da borda da matriz de fenda se você estiver usando pasta à base de NMP — esse é o verdadeiro fator que consome tempo, não a troca do hardware.
Q2: A especificação indica uma precisão de revestimento de ±3 µm. Isso é possível em uma folha de alumínio de 8 µm sem enrugamento?
R: Sim, desde que o perfil de tensão de desenrolamento esteja ajustado corretamente. As variáveis críticas são o circuito de feedback do rolo dançarino e a dureza do rolo de borracha de suporte. Em folhas de alumínio de 8 µm, utiliza-se uma pressão de contato menor no rolo de EPDM e mantém-se a tensão de desenrolamento no limite inferior da faixa (tipicamente entre 5 e 8 N). O enrugamento geralmente é causado por um rolo guia desalinhado ou um rolamento do rolo intermediário sujo, e não pela geometria da cabeça de revestimento. A máquina mantém uma tolerância de ±3 µm em folhas de até 8 µm, desde que o substrato tenha uma espessura consistente.

|

|

|

|

|

|
Explore mais máquinas de revestimento de baterias
E-mail : tob.amy@tobmachine.com
Número de telefone: +86-18120715609
Anterior:
Máquina de revestimento contínuo com lâmina raspadora para eletrodos de bateriaPróxima:
Máquina de revestimento com lâmina raspadora para eletrodo de bateria
Se você está interessado em nossos produtos e deseja saber mais detalhes, deixe uma mensagem aqui, responderemos o mais breve possível.